





Закрытый шинопровод магистральный
Когда слышишь 'закрытый магистральный шинопровод', первое, что приходит в голову — это та самая серая коробка вдоль цеха, куда заводится питание от трансформатора. Но на деле здесь столько подводных камней, что даже наши проектировщики с 20-летним стажем иногда пересматривают расчёты после первого же монтажа. Вспоминаю, как в 2018 мы ставили систему на металлургическом комбинате в Череповце — там пришлось полностью менять схему креплений после того, как выяснилось, что вибрации от прокатного стана превышают расчётные в 1.7 раза. И это при том, что по документам всё было идеально.
Конструктивные особенности, которые не пишут в ГОСТ
Если брать именно магистральные шинопроводы закрытого типа, то многие до сих пор путают их с обычными токопроводами. Разница не только в степени защиты IP54-IP66, но и в самом подходе к тепловым режимам. Например, наши шины на алюминиевом сплаве с двойным изоляционным слоем — это не просто 'собрали по ТУ', а результат испытаний в условиях влажности 95% при +40°C. Помню, как на тестовом стенде в Подольске мы три недели имитировали циклы нагрузки — в итоге пришлось увеличить толщину изоляции на 0.8 мм, хотя по нормам этого не требовалось.
Кстати, про соединения секций — тут вечная головная боль с переходными пластинами. В теории контакт должен быть идеальным, но на практике при температурных расширениях появляются микрозазоры. Мы в ООО Гуандун Сыкэ Общие Электрические Технологии после серии замеров разработали свой тип контактных групп с пружинными шайбами, которые компенсируют эти колебания. Не идеально, конечно — где-то всё равно подтягивать приходится во время планового обслуживания, но уже на порядок лучше типовых решений.
Что ещё редко учитывают — это поведение шинопровода при несимметричной нагрузке. В проекте 'Ленинградская АЭС' мы столкнулись с тем, что при перекосе фаз более 15% начиналась вибрация несущих конструкций. Пришлось добавлять демпфирующие прокладки между секциями — мелочь, а без неё могло бы закончиться аварией через полгода эксплуатации.
Монтаж: где теория расходится с практикой
По опыту скажу — 70% проблем с шинопроводами возникают не из-за дефектов изготовления, а из-за ошибок монтажа. Особенно критично выдерживать радиусы изгиба — если для медных шин допустимый изгиб 3-4 диаметра, то для алюминиевых и того больше. Был случай на текстильной фабрике в Иваново, где монтажники 'сэкономили' 20 см трассы, сделав изгиб почти под прямым углом. Через два месяца — перегрев, оплавление изоляции, аварийный простой цеха.
Про крепёж отдельный разговор — многие до сих пор пытаются ставить на обычные анкерные болты, не учитывая динамические нагрузки. Мы в своих проектах всегда указываем конкретные марки химических анкеров, например, Hilti HVA-R, иначе потом не избежать люфтов. Кстати, на сайте https://www.ceskodl.ru есть подробные схемы монтажа с расчётами нагрузок на крепёж — но судя по вопросам от монтажников, мало кто их внимательно изучает.
Самое сложное — это стыковка с существующими сетями. В том же Череповце пришлось переделывать узлы подключения к РУ-10 кВ три раза — оказалось, что старые советские шины имеют другое сечение и форму, и стандартные переходники не подходили. Пришлось фрезеровать контактные площадки на месте, что конечно не лучшая практика, но иного выхода не было.
Тепловые режимы и почему они важнее номинального тока
В паспорте на шинопровод всегда указан номинальный ток, но редко кто смотрит на графики температурных зависимостей. А ведь при +35°C окружающей среды допустимая нагрузка падает на 12-15%! Мы обычно закладываем запас 25% именно из-за этого, хотя заказчики часто пытаются 'оптимизировать' стоимость, выбирая меньшие сечения.
Интересный момент с расположением — если шинопровод проходит рядом с горячими цехами (литейные, прокатные), то нужно учитывать radiant heating. В одном из проектов для автозавода в Набережных Челнах пришлось устанавливать тепловые экраны, хотя по первоначальным расчётам в них не было необходимости. Температура на поверхности шин в летний период достигала 95°C вместо расчётных 70°C.
Системы вентиляции — отдельная тема. Естественной конвекции часто недостаточно, особенно для шинопроводов длиной более 50 метров. Мы экспериментировали с принудительным обдувом, но отказались — пылевые фильтры забивались слишком быстро. Остановились на схеме с промежуточными охлаждающими секциями, хотя это и удорожает конструкцию на 15-20%.
Эксплуатационные нюансы, о которых молчат производители
Техническое обслуживание — это вообще отдельная история. По регламенту нужно раз в полгода проверять момент затяжки болтов, но кто это действительно делает? На химическом комбинате в Уфе мы внедрили систему термоконтроля с беспроводными датчиками — оказалось, что 30% соединений требуют подтяжки уже после первого года эксплуатации.
Ещё проблема — пылевые отложения. Казалось бы, закрытая конструкция должна защищать, но на цементных заводах мелкодисперсная пыль всё равно проникает внутрь. Приходится чистить каждые 3-4 месяца, иначе начинаются поверхностные разряды. Кстати, для таких условий мы разработали специальные уплотнения на стыках — не идеально, но снижает частоту чистки в 2-3 раза.
Ремонтопригодность — вот что действительно отличает качественный шинопровод. В наших системах мы предусматриваем возможность замены отдельных секций без демонтажа всей линии. Это требует более сложной конструкции соединителей, но зато на ремонт уходит 2-3 часа вместо двух смен. На том же металлургическом комбинате эта особенность позволила избежать многодневного простоя когда повреждённый участок заменили во время технологического перерыва.
Перспективы развития и что мы пробуем внедрять
Сейчас активно экспериментируем с системами мониторинга в реальном времени. Не те примитивные термодатчики, а полноценные системы с анализом вибрации, частичных разрядов, динамики изменения сопротивления изоляции. В тестовом режиме на одном из объектов ООО Гуандун Сыкэ Общие Электрические Технологии установили такую на 200-метровой линии — пока результаты обнадёживающие, но стоимость ещё высока для массового внедрения.
Материалы — вот где настоящий простор для улучшений. Переход на алюминиевые сплавы с медным напылением дал снижение веса на 25% без потери проводимости. Но есть проблемы с долговечностью таких соединений — пока наблюдаем за испытательными образцами, установленными в 2019 году.
Модульность — тренд, который невозможно игнорировать. Сейчас разрабатываем систему, где можно менять конфигурацию шинопровода без сварки и резки — на сборных элементах. Сложно, дорого, но для объектов с часто меняющейся схемой электропотребления (например, исследовательские центры) это может стать решением.
В целом, если говорить о будущем закрытых магистральных шинопроводов — главное, на мой взгляд, это интеграция с системами цифрового предприятия. Когда не просто подаёшь питание, а видишь полную картину по каждой линии: нагрузки, КПД, потери, прогноз остаточного ресурса. Мы в своей работе уже движемся в этом направлении, хотя до идеала ещё далеко.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
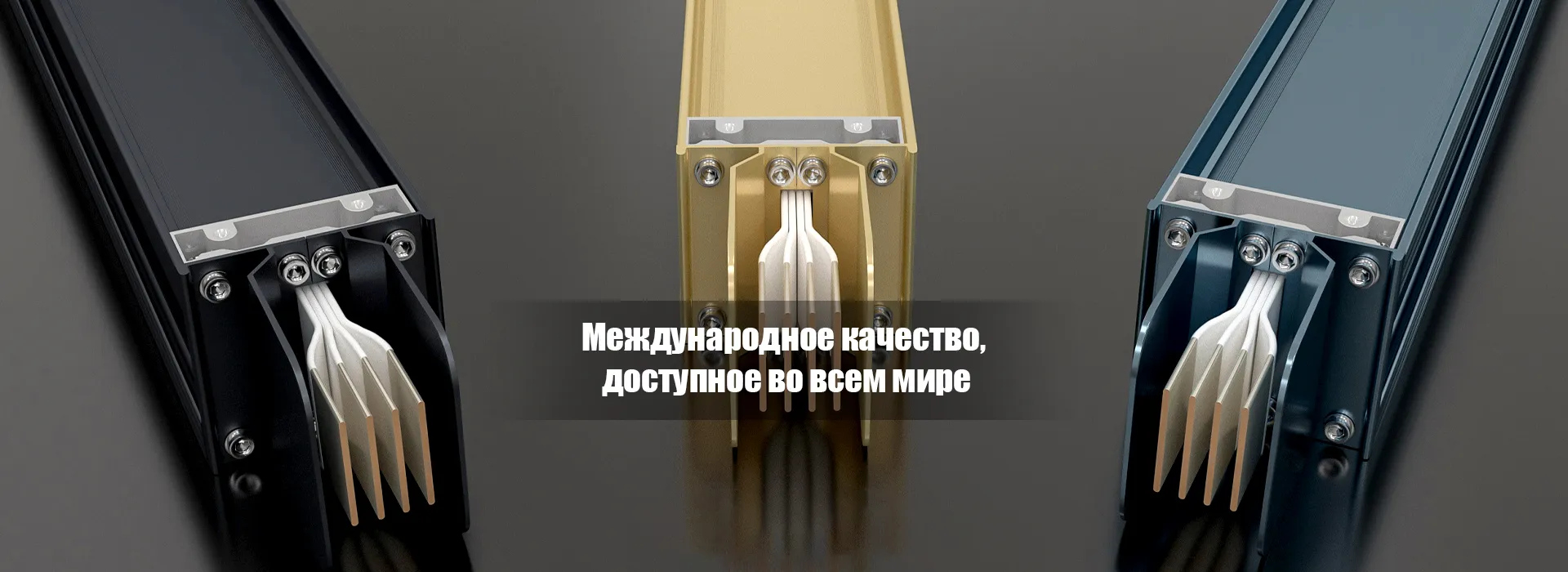
 Огнестойкий магистральный шинопровод 400а-630а
Огнестойкий магистральный шинопровод 400а-630а -
 Осветительный магистральный шинопровод 25а
Осветительный магистральный шинопровод 25а -
 Миниатюрный магистральный шинопровод 200а
Миниатюрный магистральный шинопровод 200а -
 Огнестойкий магистральный шинопровод 3200а-4000а
Огнестойкий магистральный шинопровод 3200а-4000а -
 Моноблочный магистральный шинопровод 1000а-2000а
Моноблочный магистральный шинопровод 1000а-2000а -
 Шинопровод магистральный из наномодифицированного алюминия 1600а-2500а
Шинопровод магистральный из наномодифицированного алюминия 1600а-2500а -
 Шинопровод магистральный из наномодифицированного алюминия 400а-630а
Шинопровод магистральный из наномодифицированного алюминия 400а-630а -
 Магистральный шинопровод ENIUDA
Магистральный шинопровод ENIUDA -
 Моноблочный магистральный шинопровод 400а-800а
Моноблочный магистральный шинопровод 400а-800а -
 Заливный магистральный шинопровод 800а-1250а
Заливный магистральный шинопровод 800а-1250а -
 Высоковольтный закрытый магистральный шинопровод 1000а-2000а
Высоковольтный закрытый магистральный шинопровод 1000а-2000а -
 Заливный магистральный шинопровод 3200а-4000а
Заливный магистральный шинопровод 3200а-4000а
Связанный поиск
Связанный поиск- Шинопровод магистральный CESKO
- Контрактное производство шинопроводов магистрального
- Шинопровод распределительный
- Шинопровод магистральный 1000а
- Шинопровод магистральный 400а
- Шинопровод магистральный закрытого типа
- Шинопровод ЦОД
- Шинопровод магистральный ODM
- Шинопровод магистральный для систем электропитания
- Шинопровод ip68